


.jpg?width=500&height=500&name=%E8%B6%85%E5%A4%A7%E5%9E%8B%E4%BB%95%E6%A7%98%7C%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3%20(1).jpg)










%E3%83%9A%E3%83%BC%E3%82%B8%7C%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3.jpg?width=500&height=500&name=_%E3%83%9B%E3%83%AB%E3%83%80%E3%83%BC(%E4%BD%9C%E8%A3%BD%E4%BE%8B)%E3%83%9A%E3%83%BC%E3%82%B8%7C%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3.jpg)



.jpg?width=500&height=500&name=%E5%90%B8%E7%9D%80%E3%83%91%E3%83%83%E3%83%88%E3%81%AE%E3%82%A2%E3%82%A4%E3%82%B3%E3%83%B3%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2%20(1).jpg)



%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg?width=500&height=500&name=%E3%83%AF%E3%83%B3%E3%82%BF%E3%83%83%E3%83%81%E3%82%A2%E3%82%BF%E3%83%83%E3%83%81%E3%83%A1%E3%83%B3%E3%83%88%7C%E3%83%9B%E3%83%AB%E3%83%80%E3%83%BC%20(%E5%8F%96%E5%87%BA%E6%A9%9F%E5%81%B4)%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg)
%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg?width=500&height=500&name=HC15BPX%7C%E3%83%AC%E3%83%90%E3%83%BC%E3%83%81%E3%83%A3%E3%83%83%E3%82%AF(%E3%83%95%E3%82%A3%E3%83%B3%E3%82%AC%E3%83%BC%E3%83%84%E3%83%BC%E3%83%AB%E4%BB%98)%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2.jpg)



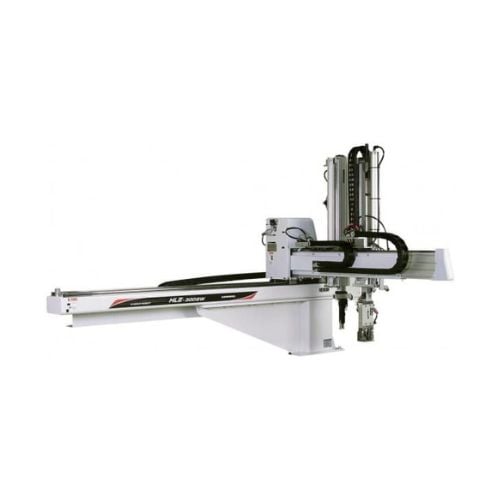
Motor Conveyor
MVA series
Flexible response to diverse needs

.jpg?width=1600&height=900&name=MVA%20%E3%82%B7%E3%83%AA%E3%83%BC%E3%82%BA%7C%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BE%E3%83%8F%E3%83%BC%E3%83%A2%20(1).jpg)


Conveyor for continuous operation which can change the belt drive speed within the adjustment range.


(ON-OFF Timer) The conveyor runs and stops repeatedly according to the settings of the ON-OFF timers.

Product Specifications
MVA series(Motor Conveyor)
| Weight (kg) | Length (mm) | Width (mm) | Belt Width (mm) | Belt Length (mm) | |
|---|---|---|---|---|---|
| MVA- 20-1(R) | 26 | 1070 | 320 | 200 | 2210 |
| MVA- 20-1.5(R) | 31 | 1570 | 320 | 200 | 3210 |
| MVA- 20-2(R) | 35 | 2070 | 320 | 200 | 4210 |
| MVA- 20-2.5(R) | 42 | 2570 | 320 | 200 | 5210 |
| MVA- 20-3(R) | 50 | 3570 | 320 | 200 | 7210 |
| MVA- 20-3.5(R) | 50 | 3570 | 320 | 200 | 7210 |
| MVA- 20-4(R) | 57 | 4070 | 320 | 200 | 8210 |
| MVA- 20-4.5(R) | 68 | 4570 | 320 | 200 | 9210 |
| MVA- 20-5(R) | 79 | 5070 | 320 | 200 | 10210 |
| MVA- 30-1(R) | 28 | 1070 | 420 | 300 | 2210 |
| MVA- 30-1.5(R) | 33 | 1570 | 420 | 300 | 3210 |
| MVA- 30-2(R) | 46 | 2070 | 420 | 300 | 4210 |
| MVA- 30-2.5(R) | 54 | 2570 | 420 | 300 | 5210 |
| MVA- 30-3(R) | 62 | 3070 | 420 | 300 | 6210 |
| MVA- 30-3.5(R) | 68 | 3570 | 420 | 300 | 7210 |
| MVA- 30-4(R) | 74 | 4070 | 420 | 300 | 8210 |
| MVA- 30-4.5(R) | 83 | 4570 | 420 | 300 | 9210 |
| MVA- 30-5(R) | 94 | 5070 | 420 | 300 | 10210 |
| MVA- 40-1(R) | 34 | 1070 | 520 | 400 | 2210 |
| MVA- 40-1.5(R) | 39 | 1570 | 520 | 400 | 3210 |
| MVA- 40-2(R) | 54 | 2070 | 420 | 300 | 4210 |
| MVA- 40-2.5(R) | 60 | 2570 | 420 | 300 | 5210 |
| MVA- 40-3(R) | 68 | 3070 | 520 | 400 | 6210 |
| MVA- 40-3.5(R) | 74 | 3570 | 520 | 400 | 7210 |
| MVA- 40-4(R) | 79 | 4070 | 520 | 400 | 8210 |
| MVA- 40-4.5(R) | 91 | 4570 | 520 | 400 | 9210 |
| MVA- 40-5(R) | 104 | 5070 | 520 | 400 | 10210 |
| MVA- 50-1(R) | 41 | 1070 | 620 | 500 | 2210 |
| MVA- 50-1.5(R) | 47 | 1570 | 620 | 500 | 3210 |
| MVA- 50-2(R) | 61 | 2070 | 620 | 500 | 4210 |
| MVA- 50-2.5(R) | 69 | 2570 | 620 | 500 | 5210 |
| MVA- 50-3(R) | 76 | 3070 | 620 | 500 | 6210 |
| MVA- 50-3.5(R) | 82 | 3570 | 620 | 500 | 7210 |
| MVA- 50-4(R) | 88 | 4070 | 620 | 500 | 8210 |
| MVA- 50-4.5(R) | 101 | 4570 | 620 | 500 | 9210 |
| MVA- 50-5(R) | 114 | 5070 | 620 | 500 | 10210 |
| MVA- 60-1(R) | 49 | 1070 | 720 | 600 | 2210 |
| MVA- 60-1.5(R) | 55 | 1570 | 720 | 600 | 3210 |
| MVA- 60-2(R) | 69 | 2070 | 720 | 600 | 4210 |
| MVA- 60-2.5(R) | 77 | 2570 | 720 | 600 | 5210 |
| MVA- 60-3(R) | 81 | 3070 | 720 | 600 | 6210 |
| MVA- 60-3.5(R) | 90 | 3570 | 720 | 600 | 7210 |
| MVA- 60-4(R) | 100 | 4070 | 720 | 600 | 8210 |
| MVA- 60-4.5(R) | 113 | 4570 | 720 | 600 | 9210 |
| MVA- 60-5(R) | 126 | 5070 | 720 | 600 | 10210 |
| Weight (kg) | Length (mm) | Width (mm) | Belt Width (mm) | Belt Length (mm) |

- STP-V01
-
- Standard model
- Payload 10kg
- Box change time: 15 sec.

- STP-V02
-
- Latest version of standard model
- Payload 7kg
- Box change time: 8 sec.

- STH-V01
-
- High-cycle
- Conveyor total payload 100 kg
- Box change time: 9 sec.

- STR-V01
-
- High cycle return type
- Payload 4kg
- Box change time: 8 sec.

- HCSⅡ-25
-
- Belt conveyor type box filling system
- Box change time: 15 sec.
- Total payload of conveyor section 10kg
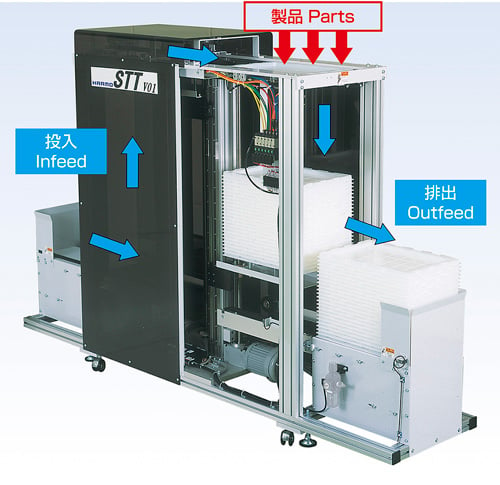
- Customizable Box Filling System
-
- Tray stocker
- Palletizing stocker
- Double deck filling system
- STP-V01 M type specifications
New Information about this product
No articles found.
No articles found.
No articles found.
No articles found.
No articles found.
About us
Company name
HARMO Co., Ltd.
Business Activities
Development, manufacture and sales of industrial robots (automated pick-up equipment for injection molded parts) and streamlined auxiliary machines for plastic molding machine
Address
4124-1 Minamiminowa-mura Kamiina-gun Nagano, Japan 399-4595
Phone
+81-265-73-8820
International Marketing Department
- Address 4124-1 Minamiminowa-mura Kamiina-gun Nagano, 399-4595
- TEL : 0265-73-8820
- FAX : 0265-73-8964
- E-mail : kaigai@harmo-net.co.jp
- Sales Office (Subsidiary) Singapore, Malaysia, Thailand, Vietnam, Indonesia, Shenzhen, Shanghai, America
- Factory Suzhou
Sales Office (Subsidiary)

SINGAPORE
HARMO CO.,(SINGAPORE) PTE., LTD.
23TAGORE LANE #01-03 TAGORE 23 WAREHOUSE
SINGAPORE 787601
- TEL : +65-6481-1764
- FAX : +65-6481-6130
- E-mail : general@harmo.com.sg
INDONESIA
Festival Boulevard Blok AA 11 No61 Grand Wisata Desa Lambangsari Kec. Tambun-Selatan Kab. Bekasi 17510
- TEL : 021-8262-1667 / 68
- FAX : 021-8262-1726
- E-mail : hiro-tsuchiya@harmo-net.co.jp
MALAYSIA
HARMO CO., (MALAYSIA) SDN. BHD.
LOT 0034, KOMPLEKS SENTRAL No.33, JALAN SEGAMBUT
ATAS 51200 KUALA LUMPUR MALAYSIA
- TEL : +60-3-6251-2057
- E-mail : t_osaki@harmo-net.co.jp
Penang Office
HARMO CO., (MALAYSIA) SDN. BHD.
No.10, GROUND FLOOR JALAN PERAI JAYA 6, BANDAR BARU
PERAI JAYA, 13700 PERAI PENANG MALASIA
- TEL : +60-4-3972057
- E-mail : t_osaki@harmo-net.co.jp
THAILAND
HARMO (THAILAND) LTD.
410/71-72 SOI RATCHADAPISEK 24,RATCHADAPISEK RD., SAMSENNORK,HUAY-KWANG, BANGKOK 10310
- TEL : +66-2-541-4287
- FAX : +66-2-541-4286
- E-mail : t_nakazawa@harmo-net.co.jp
SHENZHEN
HARMO MACHINERY (SHENZHEN) CO., LTD.
Room 8213, JinBao business building, 15 Shun Feng Road, 44 District,AnLe Community, Xin’an street, Baoan District, Shenzhen. China
- TEL : (+86) 755-88868177
- FAX : (+86) 755-83862500
- E-mail : szoffice@harmo-net.com
SHANGHAI
HARMO MACHINERY (SHANGHAI) CO., LTD.
Room 805, North Tower,Guanghua Building, 870 Maotai Road, Changning District,Shanghai
- TEL : +86-21-80199227
- FAX : +86-21-80199228
- E-mail : harmosh@harmo-net.com
Dalian Office
Room 1005, Gugeng International Hotel, No.138, Jinma Road, Dalian P.R. China 116600
- TEL : (0411)87962819
- FAX : (0411)87962819
Tianjin Office
Room 323,Yunhan Building,No.185,Qinjian Road,Hongqiao District,Tianjin 300130
- TEL : (022)87355626
- FAX : (022)87355626
Xiamen Office
Room B415, Xinxinjingdi Building, No.396, Jiahe Road, Huli District, Xiamen
- TEL : 0592-3233250
- FAX : 0592-3233250
HOCHIMINH Office
Harmo America inc.
2675 American Lane Elk Grove Village IL 60007
- TEL : +1-630-594-4116
- URL : www.harmo-america.com
SUZHOU
HARMO (SUZHOU) CO., LTD.
NO.15 XIANGPU ROAD, SHENGPU TOWN, SUZHOU INDUSTRIAL PARK, SUZHOU
- TEL : (+86) 512-6295-5112
- FAX : (+86) 512-6295-5117
- URL : www.harmo.com.cn/
Global agency

Korea
HANSE KOREA Co., Ltd.
#503,DAERUNG TECHNOTOWN 7CHA,489-11 GASAN-DONG,GEUMCI-KU,SEOUL,KOREA
- TEL: +82-2-2108-4511〜9
- FAX: +82-2-2108-4510
- URL: http://han-se.com
Philippines
NPI Machinery Inc
5th Floor Orcel II Bldg. 1611 Quezon Avenue, West Triangle, Quezon City, 1100 Philippines
- TEL: (632)926-7479
- FAX: (632)920-3096
Taiwan
XIN JU AUTOMACHINE CORP.
NO.25,Changchun 6th Rd., Zhongli Dist., Taoyuan City 320, Taiwan(R.O.C)
- TEL:886-3-4623797
- FAX:886-3-4622397
Australia
Cam-Plas Machinery Pty. Ltd.
2/30 Catherine Street, Coburg North, VICTORIA, Australia, 3058
- TEL: +61-3-9355-7099
New Zealand
TCL Hunt Limited.
7 Fisher Crescent Mount Wellington Auckland 1060 PO Box 132-166 Sylvia Park Auckland 1644 New Zealand
- TEL: +64-9-526-2700
- FAX: +64-9-525-0875
- URL: https://tclhunt.co.nz/
Brazil
Hercx Representação de Máquinas e Equipamentos Plásticos Ltda
Alameda Princesa Isabel, 654 – São Bernardo do Campo – São Paulo, CEP 09771-110, Brazil
- TEL: +55 11 2677-3040
- MOBILE: +55 11 99898-6066
- E-mail: hercules@hercx.net
Mexico
Otakara PLASTICOS
Jeronimo Trevino 3835 Col. Lopez Portillo Guadalajara, Jalisco, Mexico C.P. 44980
- TEL: +52-(33)-3663-9798
- FAX: +52-(33)-3646-2364
- URL: http://www.otakaraplasticos.com/
Israel
Multipack
3, Derech Hyam St. P.O. Box 376 81103 Yavne Israel
- TEL: +972-8942-7325
- FAX: +972-8942-0397
Italy
STAGE TECHNOLOGIES
ST.A.TE Technologies Srl Vail Vailate 15 / A、24040-Calvenzano(BG)
- TEL: 0363 8535209
- FAX: 0363 853115
- URL: http://www.state-tech.it/
Poland
HARMO REPRESENTATIVE POLAND & EAST EUROPE
ul. Kazimierza Pułaskiego 2 64-600 Oborniki
- TEL: +48-608-489-327
- E-mail: ds@darsta.pl
- URL: https://www.darsta.pl/
INDIA
KANEHIRO YANTRA PRIVATE LIMITED
Flat No 22, krishna Apartment, No.59, 1st Avenue, Ashok Nagar, Chennai – 600 083, Tamil Nadu, India.
- TEL: +91 (44) 4856-7520
- MOBILE: +91 (98) 8405-7520
- E-mail: keshavan@kanehiro.co.in
- URL: https://www.kanehiro.co.in/